Tutto il materiale deve essere nuovo materiale con tutta la superficie pulita e priva di difetti, schizzi di saldatura, colpo di arco, ruggine, sporcizia, sabbia,
Scala, vernice o qualsiasi altra sostanza estranea.
L'uso di amianto è fortemente vietato in qualsiasi parte delle guarnizioni.
La guarnizione è sufficiente per soddisfare le temperature massime e minime specificate in ogni standard
Grafite flessibile (FG):-200 ℃ ~ + 650 ℃
Quando utilizzato nel mezzo ossidante, la temperatura massima di servizio è di 450 ℃
Politetrafluoroetilene (PTFE):-200 ℃ ~ + 200 ℃
Non-amianto (NAS):-100 ℃ ~ + 250 ℃
Phlogopite (magnesio mica):≤ 1000 ℃
Vermiclite:≤ 1050 ℃
Ceramica (CER):≤ 1400 ℃
La guarnizione non metallica con alogeno e tenore di zolfo inferiore allo 0,01% (percentuale di peso), il cloruro e il fluoro disciolti nella quantità di lisciviazione non sono superiori a 15ppm e 10ppm, la concentrazione di ioni di solfato non è superiore a 100ppm.
Ogni guarnizione deve essere marcata in modo leggibile sulla superficie esterna delle guarnizioni in conformità alla norma applicabile. La marcatura deve essere ottenuta normalmente mediante stencil e/o punzonatura. I seguenti articoli devono essere indicati su tutte le guarnizioni.
-Dimensione nominale
-Valutazione o classe
-Specificazione del materiale
-Il nome o il marchio del fabbricante.
-Numero dell'anello (per guarnizioni ad anello)
-Codice articolo (codice HQBJ)
Abbiamo stabilito, documentato, implementato e mantenuto un sistema di gestione della qualità (QMS) per garantire che i nostri prodotti soddisfino i requisiti specificati, inclusi i requisiti della ISO 9001:2000.
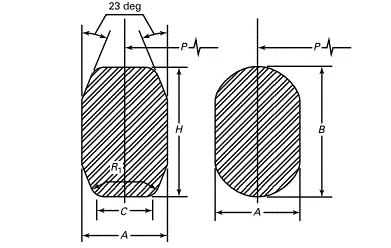
Le tolleranze nelle dimensioni devono essere conformi ai codici, alle norme e alle specifiche pertinenti.
Prendiamo le seguenti misure per prevenire la corrosione e danni meccanici durante il trasporto, la spedizione e lo stoccaggio:
Tutte le guarnizioni sono state accuratamente pulite da tutti i detriti, rifiuti, schizzi di saldatura, scaglie di mulino allentate, strumenti e sostanze estranee e asciugate
Preparazione per la spedizione.
Le guarnizioni devono essere protette per resistere al transito oceanico/stradale e a periodi prolungati di stoccaggio nel luogo di lavoro per un periodo minimo di 18 mesi. I materiali devono essere protetti per proteggersi da tutti gli ambienti avversi, quali: umidità, umidità, pioggia, polvere, sabbia, fango, sale, aria, nebbia salina e acqua di mare.
La protezione della ruggine per la parte metallica delle guarnizioni deve essere eseguita secondo lo standard del produttore.
Le guarnizioni austenitiche in acciaio inossidabile devono essere protette dall'attacco di cloruro durante la spedizione o lo stoccaggio.